1 主題內容與適用范圍
本標準規定了供水排水用螺旋提升泵(以下簡稱螺旋泵)的產品分類、技術要求、試驗方法和檢驗規則、標志、包裝、運輸以及貯存。
本標準適用供水、排水工程中螺旋泵的設計、制造、檢驗和驗收。
2 引用標準
GB 1184 形狀和位置公差數值
GB 1804 未注公差尺寸的極限偏差
GB 191 包裝儲運圖示標志
GB 3214 水泵流量的測定方法
GB 3216 離心泵、混流泵、軸流泵和旋渦泵試驗方法
GB 3797 電控設備
GB 755 旋轉電機基本技術要求
GB 9439 灰鑄鐵件
JB 8 產品標牌
JB 2759 機電產品包裝通用技術條件
YB 231 機械設備安裝工程施工及驗收規范
3 產品分類
3.1 基本參數
3.1.1 螺旋泵由泵軸、螺旋葉片、上支座、下支座、導槽、擋水板和驅動結構組成。基本型式如圖1所示。
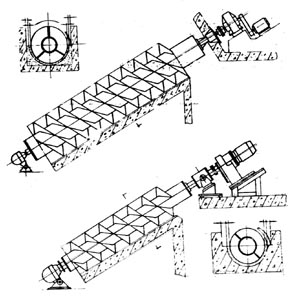
圖1
3.1.2 螺旋泵的基本參數見表1規定。
表1
螺旋泵外緣直徑
mm | 轉速
r/min | 流 量
L/s | 安裝角30
(標準) | 安裝角38°C時
(最大) | | 300 | 112 | 14 | 10.5 | | 400 | 92 | 26 | 20 | | 500 | 79 | 46 | 34 | | 600 | 70 | 69 | 52 | | 800 | 58 | 135 | 100 | | 1000 | 50 | 235 | 175 | | 1200 | 44 | 350 | 260 | | 1400 | 40 | 525 | 370 | | 1600 | 36 | 700 | 522 | | 1800 | 34 | 990 | 675 | | 2000 | 32 | 1200 | 850 | | 2200 | 30 | 1500 | 1100 | | 2400 | 28 | 1860 | 1370 | | 2600 | 26 | 2220 | 1600 | | 2800 | 25 | 2600 | 1900 | | 3000 | 24 | 3100 | 2300 | | 3200 | 23 | 3550 | 2640 | | 3500 | 22 | 4300 | 3200 | | 4000 | 20 | 6000 | 4450 | 注:(1)表中流量是指螺旋泵外緣直徑與泵軸直徑之比為2:1時的流量。
(2)表中流量是指螺旋葉片為三頭時的流量,二頭與一頭時的流量分別為三頭的0.8與0.64倍。
3.2 型號表示方法,型號應由以下四個部分組成。
3.2.1 螺旋泵外緣直徑見表1規定。
3.2.2 螺旋頭數分別以數字1、2、3表示。
3.2.3 安裝形式
安裝形式如圖2所示可分附壁式(代號F)和支座式(代號Z)兩類。
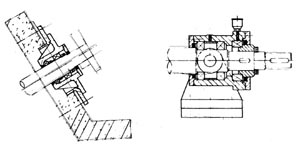
圖2
3.2.4 標記示例
附壁式螺旋泵外緣直徑為300mm,螺旋葉片的頭數為2頭。
LXB300-2-F
4 技術要求
4.1 螺旋泵應符合本標準規定,并按照規定程序批準的圖樣及技術文件制造、檢驗和驗收。
4.2 環境條件
4.2.1 螺旋泵工作環境溫度以介質不結冰為原則。
4.2.2 螺旋泵所配用的電動機、電控設備及減速裝置宜安裝在室內,適用的環境條件應符合GB 3797和GB 755的規定。如安裝在室外必須考慮防雨、防潮措施。
4.3 螺旋泵的性能
螺旋泵制造廠應確定產品容許工作范圍,并給出進水深度、流量和效率。
4.4 電動機
4.4.1 確定電動機功率應規定下列各項指標:
a.螺旋泵提升功率;
b.上、下軸封的摩擦損失;
c.傳動損失;
d.螺旋泵泄漏損失。
4.4.2 電動機功率的儲備系數應不小于1.15。
4.5 最佳轉速
計算最佳轉速可用下列公式:
 (1) (1)
式中 nj——最佳轉速,r/min;
D——螺旋泵外緣直徑,m。
螺旋泵的工作轉速n應在下列范圍內確定:
0.6nj<n<1.1nj
4.6 螺旋泵所選用的材料和外購件應具有供應廠的合格證明,無合格證明時需經有關部門檢驗合格后方可使用。
4.7 灰鑄鐵件應符合GB 9439要求。
4.8 焊接和泵體表面加工要求
4.8.1 焊接件各部焊縫應平整、光滑、均勻和緊密,不應有任何裂縫、未熔合和未焊透等缺陷;其焊接質量應符合YB 3208的要求。
4.8.2 金屬焊接件焊縫強度不得低于母體材料強度。
4.8.3 泵體表面的噴鍍層和涂層應均勻、牢固、耐蝕、耐磨與緊密,不得脫落。
4.8.4 螺旋泵葉片為阿基米德螺旋面,不應有明顯翹曲,其導程和螺距尺寸誤差不低于GB 1804中的JS18所規定的公差。
4.9 軸承
4.9.1 軸承或軸承座設計要考慮因泵軸溫差變化而引起的軸向移動,軸承設計壽命應不低于100000h。水下軸承壽命應不低于50000h。
4.9.2 軸承可使用潤滑脂非強制潤滑,水下軸承也可使用強制潤滑。
4.9.3 軸承座的所有與外部相通的孔或縫隙,應具有防止污物和污水的密封裝置。
4.10 聯軸器
4.10.1 螺旋泵應采用彈性聯軸器,聯軸器應與輸出軸的最大扭矩和轉速相適應。
4.11 減速箱應適應傾斜角為30°~38°放置要求。使用時箱體所有結合面以及輸入和輸出軸密封處不得滲漏油。各軸承潤滑和放油也必須放置合理。
4.12 電動機和電控設備應有良好的接地,接地電阻不得大于4Ω。
4.13 裝配基本要求
4.13.1 所有零部件必須經過檢驗合格后方可進行裝配。
4.13.2 上、下軸頭與泵體連接后,應保證同軸度,其形位公差應符合GB 1184表2中C級的規定。
4.13.3 泵軸與動力輸出軸線應保證同軸度,其形位公差同軸度應符合GB 1184表2中B級的規定。
4.13.4 兩斗聯軸器的安裝應符合TJ 231的規定。
4.13.5 所有緊固件裝配應牢固,不得有松動現象。螺紋連接件螺栓頭,螺母與連接件的接觸應緊密,銷與銷孔的接觸面積不應小于65%。
4.14 導槽與間隙
螺旋泵的導槽可采用混凝土,亦可采用鋼構件或其他材料,當使用混凝土導槽時,混凝土的標號不得低于C20。泵體外緣之間必須保持一定間隙(δ),其計算應按下列公式:
 (2) (2)
式中δ——允許間隙,mm;
D——螺旋泵外緣直徑,mm。
4.15 防銹處理和涂層
4.15.1 泵體裝配前,均應進行防銹、防腐處理。
4.15.2 螺旋泵的上下軸承座外殼表面清理后應涂上底漆和面漆。露在外部的加工表面應涂以硬化防銹油。
4.15.3 螺旋泵在裝配和試驗后,表面所有損壞的涂層必須重新修補。
4.16 可靠性及耐久性要求
4.16.1 每年檢修一次,無故障工作時間不得少于8000h。
4.16.2 每兩年大修一次,齒輪減速箱使用年限不少于5年,整機使用年限不少于10年。
5 試驗方法和檢驗規則
5.1 螺旋泵在出廠前應進行空載試驗,并按技術文件的要求檢驗螺旋泵的尺寸規格。
5.2 空載試驗時泵軸可水平安裝,連續運行時間不少于2h,并應符合下列要求:
1)驅動裝置的電動機、減速器和聯軸器等傳動部件運轉應平衡無異常現象;
2)螺旋泵泵軸轉速應符合設計需要;
3)上、下軸承運轉中不得有異常響聲。軸承溫升不得超過35°C。
5.3 性能試驗及檢驗:
5.3.1 按下列規定進行試驗:
a.新產品試制全部進行型式試驗;
b.批量生產時型式試驗和檢驗每30臺以下不少于2臺,31~50臺不少于3臺,50~100臺不少于4臺,大于100臺不少于5臺。
c.型式試驗包括空載試驗和性能試驗。
5.3.2 螺旋泵性能試驗應包括流量、提升高度、軸功率和效率等。其試驗方法及檢驗規則規定如下:
a.流量的測量
流量的測定應符合GB 3214規定。
b.提升高度的測量
在測定提升高度時,可將進水水位調至最佳進水水位,根據進水水位和出水水位之差求得提升高度。
c.軸功率的測量和效率的計算
軸功率的測定和效率的計算應符合GB3216中第4.3、4.4條的規定。
5.3.3 試驗性能偏差、測試精度應符合GB 3216中C級精度的規定。
5.3.4 螺旋泵的效率可參見附錄A(參考件)的要求。
5.4 制造廠由于設備條件限制不能試驗時,可在安裝現場進行,具體試驗方法由制造廠和用戶共同商定。
5.5 最終檢查
每臺螺旋泵需經制造廠技術檢查部門檢查合格,并附有產品質量合格證方可出廠。
6 標志、包裝、運輸和貯存
6.1 標志
6.1.1 每臺螺旋泵應注明顯位置固定產品標牌。標牌應包括下列內容:
a.制造廠名稱;
b.螺旋泵的名稱及型號;
c.螺旋泵技術參數:外緣直徑(mm)、流量(L/s)、提升高度(m)、轉速(r/min)、功率(kW)和安裝角度(°) ;
d.螺旋泵的制造編號和出廠日期。
標牌尺寸和技術要求應符合JB 8的規定。
6.1.2 螺旋泵的旋轉方向應在適當位置用紅色箭頭表示。
6.2 包裝和運輸
產品視不同情況可作單箱或分箱包裝。包裝應符合JB 2759的規定,并應有防止在運輸過程中遭受損傷或遺失附件和文件的措施。
6.2.1 包裝箱面的內容如下:
a.產品型號、名稱;
b.出廠編號及包裝箱編號;
c.包裝箱外形尺寸:長×寬×高:(mm×mm×mm);
d.凈重與毛重;
e.到站與收貨單位;
f.發站與發貨單位;
g.包裝貯運指示標志;
6.2.2 包裝貯運指示標志應符合GB 191的規定。
6.2.3 隨機文件應用塑料袋封裝,并固定在第一個包裝箱內,隨機文件應包括:
a.裝箱清單;
b.出廠合格證明書;
c.安裝使用說明書;
d.圖紙(安裝尺寸圖、總圖及易損件圖等)。
6.3 貯存
螺旋泵應貯存在干燥、通風和有遮蔽的場所,如置于室外,應用油布或其他物品遮蓋,以防銹蝕。
附 錄 A
螺旋泵效率
(參考件)
A1 基本原則
A1.1 螺旋泵的效率的計算應按GB 3216中第4.4條的規定。
A1.2 螺旋泵的效率是指在標準工況下,即:
a.螺旋泵外緣直徑與泵軸直徑之比為2:1;
b.螺旋葉片頭數為3;
c.安裝角為30°。
A1.3 螺旋泵效率不包括電動機和減速箱的效率。
A2 螺旋泵的效率可參照表A1所列。
表A1 | 螺旋泵外緣直徑mm | 效率% | <600
>600~1500
>1500~2500
>2500 | >65
>70
>75
>78 | 附加說明:
本標準由建設部標準定額研究所提供。
本標準由建設部水處理設備器材標準歸口單位中國市政工程華北設計院歸口。
本標準由上海市政工程設計院和江蘇省江都縣給排水設備制造廠負責起草。
本標準主要起草人:談禮明、戴忠浩、陳愉林、謝水水、趙海金、徐乃東。
本標準委托上海市政工程設計院負責解釋。
| 


 京公網安備:11010802035285
京公網安備:11010802035285