|
本標準等效采用德國標準DIN19569T.2—89凈化設備,建筑工程和技術裝備的結構原理,固體分離及濃縮設備特殊結構原理。
1 主題內容與適用范圍
本標準規定了可調式堰門的型式標記、規格、基本參數、技術要求、試驗方法、檢驗規則、標志、包裝、運輸及貯存。
本標準適用于給水、排水工程用的可調式堰門。
2 引用標準
GB 1176 鑄造銅合金技術條件
GB 1120 不銹鋼棒
GB 9439 灰鑄鐵件
GB 1348 球墨鑄鐵件
GB 700 碳素結構鋼
GB 10095 漸開線圓柱齒輪精度
GB 4216·10 法蘭及墊片技術要求
GB 11365 錐齒輪和準雙曲面齒輪精度
JB/ZQ3011 工程機械焊接件通用技術條件
GB 4216·9 石棉墊片尺寸
GB 5796 梯形螺紋 公差
GB/T 13306 標牌
YB 3211 涂漆通用技術條件
YB 3214 包裝通用技術條件
GB 211 鋼鐵產品牌號表示方法
GB 1184 形狀和位置公差數值
GB 6414 鑄件尺寸公差
3 型式規格及基本參數
3.1 基本參數見表1。
表1 | 項目 | 數值 | 堰門承受最大正向工作壓力 (MPa)
(調節量+堰上水頭) | 0.01 | 堰門承受最大反向工作壓力 (MPa)
(調節量+堰上水頭) | 0.01 | | 介質(水、污水)酸堿度 (PH) | 6~9 | | 堰門板每延米的泄漏量 (L/min/m)(密封長度) | 1.25 | | 堰門板與框密封面的間隙 (mm) | 0.08 | 3.2 孔口寬度及起吊方式見表2。
表2 mm | 寬度 | 調節范圍 | 起吊方式 | | 300 | 0~400 | 單吊點 | | 400 | 0~400 | 單吊點 | | 600 | 0~400 | 單吊點 | | 800 | 0~400 | 單吊點 | | 1000 | 0~600 | 單吊點 | | 1250 | 0~600 | 單吊點 | | 1500 | 0~600 | 單吊點 | | 1750 | 0~600 | 單吊點 | | 2000 | 0~600 | 雙吊點 | | 2500 | 0~1000 | 雙吊點 | | 3000 | 0~1000 | 雙吊點 | | 3500 | 0~1000 | 雙吊點 | | 4000 | 0~1000 | 雙吊點 | | 4500 | 0~1000 | 雙吊點 | | 5000 | 0~1000 | 雙吊點 | 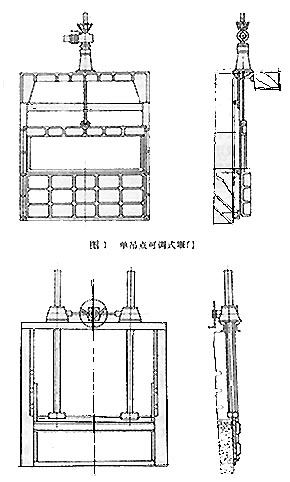
圖2 雙吊點可調式堰門
4 技術要求
4.1 可堰式堰門技術參數應符合本標準要求,并按照規定程序批準的圖樣和技術文件進行制造。
4.2 鑄件、鋼件
4.2.1 灰口鑄鐵牌號和機械性能應符合GB9439中的規定。鑄銅合金牌號和機械性能應符合GB1176中的規定。球墨鑄鐵牌號和機械性能應符合GB1348中的規定。
4.2.2 鑄鐵件表面(特別是凹面處)所附有的型砂、氧化皮、冒口、澆口和多肉等應清除干凈。
4.2.3 鑄件不應有裂紋、疏松和澆不足等缺陷。如出現氣孔、縮孔和渣眼等缺陷時,允許補焊與修理,補焊與修理要求應符合GB9439中的規定。
4.2.4 門板、門框、導軌等應進行時效處理。
4.2.5 鑄件的鑄造偏差應符合GB6414中的規定。
4.2.6 鋼件金屬材料的選擇應符合GB211中的規定,其機械性能、物理性能等應符合GB700中的規定。
4.2.7 鋼件金屬焊接技術要求應符合JB/ZQ3011中的規定。
4.3 主要零部件
4.3.1 門板
4.3.1.1 門板應按最大工作壓力設計。安全系數應不小于5。
4.3.1.2 門板的撓度應不大于門板寬度的1/1500。
4.3.1.3 門板的厚度應在設計計算厚度上增加2mm的腐蝕余量。
4.3.1.4 門板與密封件的接觸面必須保證光滑。平面度公差值0.05/1000mm2,門板沿平面全長的積累誤差值不大于0.08mm。
4.3.2 門框
4.3.2.1 門框應按最大工作壓力設計。安全系數應不小于5。
4.3.2.2 門框的厚度應在設計計算厚度上增加2mm的腐蝕余量。
4.3.2.3 門框與基礎之間的密封如設有止水墊片,墊片應符合GB4216·9和GB4216·10中的規定。
4.3.2.4 門框與基礎的聯接應保持平整。門框兩側基礎螺栓的平行度應符合GB1184和7、8級的規定,相鄰兩孔的孔距極限偏差值為螺栓孔間隙的±1/4。
4.3.3 導軌
4.3.3.1 導軌應按最大工作設計,安全系數應不小于5。
4.3.3.2 導軌與門框的接觸面的平面度公差值0.05/1000mm2,直線度公差值0.05/1000mm,沿平面全長的積累誤差不大于0.08mm。
4.3.3.3 導軌可用螺栓(螺釘)與門框相接。
4.3.4 啟閉機
4.3.4.1 啟閉機的齒輪加工精度應符合GB10095,GB11365中的8級規定。
4.3.4.2 螺桿的傳動螺紋為梯形螺紋。其加工精度應符合GB5796.4中的3級規定。
4.3.4.3 螺桿應按最大提升力條件設計。安全系數應不小于3。螺桿的柔度應不大于200。
4.3.4.4 啟閉機可采用手動或手動、電動兩用方式,手動操作力應不大于150N。
4.3.5 螺栓、螺釘、銷軸等緊固件
4.3.5.1 所有裝配螺栓、螺釘、螺母、地腳螺栓和銷軸等在最大工作水頭啟閉時,其拉伸、壓縮、剪切強度安全系數應不小于5。
4.3.6 主要零件的材料應符合或不低于表3中的規定。
4.3.7 裝配
4.3.7.1 可調式堰門裝配后允許做適當的調整,并進行2~3次啟閉操作,保證其移動靈活。門板與導軌密封面間隙公差值0.08mm。堰口全長水平度應不大于0.05/1000mm。
4.3.7.2 啟閉機運轉操作自如,不應出現傾斜、卡阻現象,保證其螺桿的軸線對啟閉機座平面的垂直度公差值0.25/1000mm。
4.3.8 涂漆
4.3.8.1 在涂漆前應進行噴砂除銹,去除毛刺、氧化皮、銹斑、粘砂和油污等臟物,并將澆口、冒口、多肉和銳邊等鏟平,保持表面平整光潔。涂裝物體表面技術要求應符合YB3211中的規定。
4.3.8.2 可調式堰門非工作接觸面不得有起泡、剝落、皺紋和流掛等缺陷。
4.3.8.3 當可調式堰門用于給水工程時,應采用無毒耐腐蝕涂料涂裝。漆膜厚度水上部分應不低于150~200µm。水下部分應不低于200~300µm。
表3 | 零件名稱 | 材料 | 材料標準 | | 門板 | HT200,QT400-15,Q235-A,1Gr13 | GB1348
GB700
GB9439
GB1176
GB1220 | | 門框 | HT200,QT400-15,Q235-A | | 導軌 | HT200,QT400-15,ZCuSnPb5Zn5,1Cr13 | | 螺桿 | 1Cr13 | | 螺栓、螺母、螺釘地腳螺栓和銷軸 | 1Cr13 | 5 試驗方法與檢驗規則
5.1 密封面間隙試驗
門板與門框的密封結合面,必須清除外來雜物和油污。將門板插入導軌內,在門板上無外加荷載下,用塞尺沿密封結全面測量間隙,其值不大于0.08mm。
5.2 裝配試驗
將門板插入導軌內,做全程往復移動,檢查門板在移動過程中位置及間隙,用鋼尺和塞尺等工具分別進行測量,其值應符合4.3.7.1~4.3.7.2中的規定。
5.3 泄漏試驗
密封面應清除所有污物。不準在密封面上涂抹油脂。應在生產廠內或與訂貨單位協商,在現場安裝完畢后進行泄漏試驗,采用計量器具(量筒、計時表)檢測密封面泄漏量應不大于1.25L/min/m(密封長度)。
5.4 出廠檢驗
5.4.1 每臺產品須經制造廠質量檢驗部門按本標準檢驗,并簽發產品質量檢驗合格證方可出廠。
5.4.2 出廠檢驗項目:
a.密封間隙的檢驗應滿足4.3.1.4及5.1中的要求;
b.裝配檢驗應滿足4.3.7及5.2中的要求;
c.表面涂漆檢驗應滿足4.3.8中的要求;
d.泄漏量檢驗應滿足5.3中的要求。
5.4.3 訂貨單位有權按本標準的有關規定對產品進行復查。抽查量為批量的20%,但不多于3臺。對臺數不超過3臺的應全部檢驗。抽查結果如有1臺不合格時,應加倍復查。如仍有不合格時,訂貨單位可提出逐臺檢驗或拒收并更換合格產品。
5.5 型式檢驗
5.5.1 有下列情況之一可按表2規格任選一種進行型式檢驗。
a.新產品試制時;
b.老產品轉廠生產的試制定型鑒定時;
c.如結構、材料和工藝有較大改變,可能影響性能時;
d.正常生產時,二年檢驗一次;
e.產品停產三年后,恢復生產時。
5.5.2 型式檢驗項目
a.對堰門的制造工藝、設計圖紙進行全面的審查檢驗,其技術指標應符合第4章中的有關要求;
b.對堰門主要零部件(如門板、門框、導軌、密封件等)的材料進行機械物理性能的檢驗,其性能指標應符合4.2.1及4.2.6中的要求,材料的選取應不低于4.3.6中的要求;
c.對堰門進行表面涂裝檢驗,并應符合4.3.8中的要求;
d.對堰門進行裝配檢驗并應符合5.2中的要求;
e.對堰門門板做撓度測定,并應符合4.3.1.2中的要求;
f.對堰門做全泄漏檢驗,并應符合5.3中的要求。
6 標志、包裝、運輸及貯存
6.1 可調式堰門的標志可設在明顯部位。標牌應符合GB/T13306中的規定。
6.2 可調式堰門在檢驗合格后,應清除表面的油污臟物和存留的水分。
6.3 在裝運和貯存期內可調式堰門應處于關閉狀態。螺桿和螺紋部分應涂油脂包扎,以防銹蝕和損壞。
6.4 可調式堰門的發運方式由供需雙方協商確定。包裝應按YB3214規定,必須使可調式堰門及附件固定,保證在運輸途中不致因包裝不慎而損壞。可調式堰門孔口寬度大于600mm時須用螺栓緊固或緊固在一塊滑座上以便吊裝安全。
6.5 可調式堰門出廠時應附有產品合格證、產品使用說明書及裝箱單。
6.5.1 產品使用說明書應包括下列內容
a.制造廠名;
b.用途和主要性能規格;
c.作用原理和結構說明;
d.標有主要外形尺寸和連接尺寸的安裝圖;
e.主要零件材料;
f.維護、保養、安裝和使用注意事項;
g.可能發生的故障和消除辦法;
h.附件清單。
6.5.2 產品裝箱單應包括下列內容
a.訂貨單位和合同編號;
b.制造廠名和出廠日期;
c.產品名稱、型號及規格;
d.產品數量及凈量;
e.所附文件的名稱和份數。
產品裝箱單應加蓋制造廠裝箱檢驗員的印章及檢驗日期。
6.6 貯存
a.產品應保存在通風的庫房內;
b.產品不應擠壓疊放。
附加說明:
本標準由建設部標準定額研究所提出。
本標準由建設部城鎮建設標準技術歸口單位建設部城市建設研究院歸口。
本標準由天津市市政工程設計研究院(主編單位)、通州市給水排水設備制造廠負責起草。
本標準主要起草人:張大群(主編)、金宏、馮生華、包宏明、邱潔、宋汝華、孫繼發、王立彤。
本標準委托天津市市政工程設計研究院負責解釋。 | 


 京公網安備:11010802035285
京公網安備:11010802035285